1.数控运动控制原理
(1)将运动轨迹细分为每段0.5mm或1mm,无论是圆弧还是直线,都按直线(X,Y)来插补;
(2)将这一个细分的线段(X,Y)分解为坐标的脉冲值(Px,Py);
(3)在同一个细分的时间段(如10ms)同时产生Px和Py个脉冲,驱动XY方向步进电机;
2.实现方法
(1)打印机并行接口直接驱动计数器8254产生脉冲,CLK频率4MHz,输出脉冲200-500kHz
(2)串行口驱动CPLD产生脉冲和数字量I/O
(3)单片机可脱机控制方案(带有PPG或者2CH 16Bit Timer)
以上方案都可以在运动中无极调速(0-24m/min),有梯形或S形加减速控制。
|
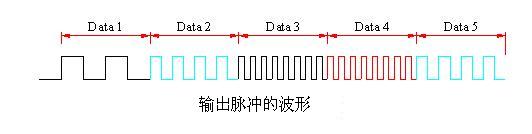
(原文件名:CPLD脉冲波形图.JPG) |
| CPLD脉冲发生器可以产生1~4路脉冲信号。脉冲是由上位机(IMB-PC机)通过RS232串行接口传送的命令数据来设定的。命令数据是接连不断传送的,每一组数据决定一段脉冲的频率、数量和方向。在一组数据执行期间,脉冲频率和方向是不变化的,下一组数据可以改变脉冲频率和方向,1楼的波形图是由5组数据产生的脉冲波形示意图。一组数据执行时间最快约10ms,每组脉冲所用时间并不一定相同。串口通讯波特率约定为38400 b/s 。 |
RM+CPLD实现的3轴插补控制 成功应用在“打印式切割机”
“ARM+CPLD”构成的插补线路板,有RS232传口与PC Windows通讯,控制3轴 伺服电机运动。
相关资料和图片,陆续上传交流。
|








 发表于 2016-4-1 18:27:02
发表于 2016-4-1 18:27:02

 收藏
收藏 分享
分享 支持
支持 反对
反对